Warum Lager ausfallen – und warum sie vorher warnen
Wälzlager versagen hauptsächlich durch zwei Mechanismen: Ermüdungsabplatzungen (die Wälzkörper und Laufbahnen entwickeln durch zyklische Belastung Mikrorisse, die schließlich abplatzen und raue Wälzflächen erzeugen) und Schmierungsversagen (der Schmierfilm zwischen Wälzkörpern und Laufbahnen wird zu dünn, um Metallkontakt zu verhindern, wodurch Reibungswärme entsteht, die die Oberflächenschädigung beschleunigt). Beide Mechanismen erzeugen Wärme oberhalb der normalen Betriebstemperatur des Lagers – und diese Wärme ist Tage bis Wochen vor dem endgültigen Ausfall messbar.
Die entscheidende Erkenntnis ist, dass ein Lager, dessen Betriebstemperatur 30 °F über der Umgebungstemperatur liegt, ein frühes Warnsignal darstellt. Bei einer Temperatur von 60 °F über der Umgebungstemperatur muss das Lager dringend ausgetauscht werden. Ein Lager, dessen Betriebstemperatur 90 °F oder mehr über der Umgebungstemperatur liegt, steht kurz vor dem Fressen oder Käfigbruch. Diese Temperaturschwellenwerte ermöglichen einen vorausschauenden Austausch, den ein reaktiver Wartungsansatz – also das Abwarten, bis das Lager hörbare Schleifgeräusche von sich gibt oder die Maschine vibriert – völlig verfehlt.
+30°F
Vorwarnung
Planwechsel innerhalb der laufenden Saison; regelmäßige Überprüfung.
+60°F
Dringend
Vor dem nächsten Pressvorgang austauschen; Lagerlebensdauer in Stunden gemessen
+90°F
Kritisch
Sofort stoppen; katastrophales Versagen unmittelbar bevorstehend; Betrieb nicht fortsetzen.
Wo sich jedes Lager befindet – und welche am schnellsten verschleißen

Das Wissen darüber, welche Lager vorhanden sind und welche zuerst ausfallen, ermöglicht es Ihnen, die Inspektionszeit zu priorisieren und Ihr Budget vor Saisonbeginn auf die Positionen zu konzentrieren, bei denen es am wahrscheinlichsten zu Ausfällen während der Saison kommt.
Höchster Verschleiß – Alle 2–4 Saisons ersetzen
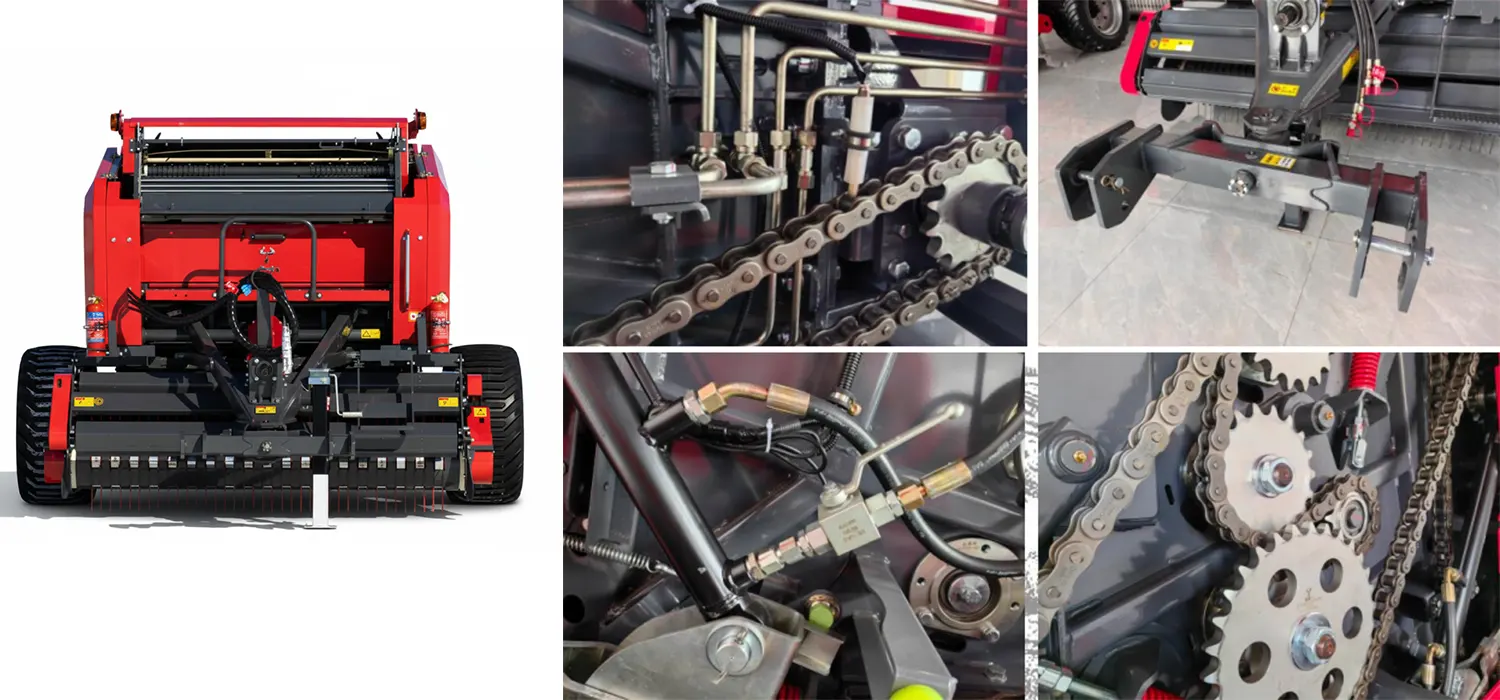
Hauptrollenlager für die Ballenformung Die 3–6 großen Walzen der Ballenkammer laufen kontinuierlich unter hoher Riemenspannung. Jedes Lager trägt sowohl die Radiallast durch die Riemenspannung als auch die Axiallast durch die schwankende Erntegutanpressung. Diese Lager haben höchste Priorität bei der Inspektion der Maschine.
Antriebsrollenlager Die angetriebenen Walzen, die über die Zapfwelle angetrieben werden, tragen zusätzlich zur Riemenspannung das zusätzliche Drehmoment des Antriebssystems. Sie zeigen häufig als erste Anzeichen von Überhitzung unter Bedingungen hoher Ballendichte.
Mittlerer Verschleiß – Jährliche Überprüfung
Lager der Spulenwelle Hohe Drehzahlen in Verbindung mit Pflanzenresten und Staub beschleunigen den Dichtungsverschleiß. Pflanzenreste gelangen an verschlissenen Dichtungen vorbei und wirken im Schmierstoff als Schleifmittel. Prüfen Sie die Dichtungen alle 50 Betriebsstunden.
Leerlauf- und Spannlager Die Leerlaufrollen sind zwar einer geringeren Dauerbelastung ausgesetzt als die Hauptrollen, jedoch hochfrequenten Vibrationen durch Schwankungen der Riemenspannung. Die Dichtungen der Leerlaufrollenlager sind oft kleiner und weniger robust als die der Hauptrollen.
Geringerer Verschleiß – Überwachen, bei Bedarf austauschen
Heckklappenscharnierlager — Hohe Zykluszahl (ein vollständiges Öffnen und Schließen pro Ballen), aber geringe Belastung pro Zyklus. Die Schmierfettrückhaltung ist die wichtigste Wartungsanforderung. Ein Defekt äußert sich oft durch ein Quietschen beim Öffnen und Schließen der Heckklappe und nicht durch Überhitzung.
Netzwickelarm-Drehlager — Intermittierende Belastung, niedrige Geschwindigkeit. Längste typische Lebensdauer der Maschine. Auf Schwergängigkeit achten; austauschen, wenn ein Blockieren den Armhub einschränkt.
Der Hitzetest: Zwei Methoden, eine Entscheidung
Der Wärmetest ist das wichtigste Instrument zur Beurteilung des Lagerzustands, da er das Wesentliche misst: ob das Lager unter normalen Betriebsbedingungen mehr Wärme erzeugt als üblich. Je nach Zugänglichkeit Ihrer Anlage stehen zwei Methoden zur Verfügung.
Methode A – Bevorzugt
Infrarot-Thermometer
Benötigte Ausrüstung: Berührungsloses Infrarot-Thermometer ($25–$60, erhältlich in jedem Baumarkt). Einfache Bedienung; sicher im laufenden Betrieb der Ballenpresse.
Verfahren: Nach 30 Minuten normalem Pressvorgang die Ballenpresse anhalten (Zapfwelle auskuppeln und warten, bis die Rotation zum Stillstand gekommen ist). Das Thermometer an jedes Lagergehäuse richten und die Temperatur ablesen. Die Messungen sollten innerhalb von 60 Sekunden nach dem Anhalten erfolgen – die Wärme verflüchtigt sich nach dem Stillstand der Rotation schnell.
Referenztemperatur: Messen Sie außerdem die Umgebungslufttemperatur und die Temperatur eines nachweislich intakten Lagers (eines Lagers ohne erkennbare Symptome). Verwenden Sie als Vergleichswert das am stärksten belastete, nachweislich intakte Lager und nicht die Umgebungsluft, da alle Lager bei Betriebstemperatur über der Umgebungslufttemperatur laufen.
Ergebnis: Jede Lagertemperatur, die mehr als 30 °F über der Temperatur eines als intakt bekannten Lagers liegt, bedeutet eine Frühwarnung; bei einer Temperatur von 60 °F darüber ist ein dringender Austausch erforderlich.
Methode B – Feldsicherung
Tastprüfung des Handrückens
Benötigte Ausrüstung: Nichts. Benutzen Sie Ihren Handrücken (nicht Ihre Handfläche), da dieser die Temperatur genauer erfassen kann als die Handfläche.
Verfahren: Nach 30 Minuten Pressvorgang die Ballenpresse anhalten und 60 Sekunden warten. Jedes Lagergehäuse 2 Sekunden lang mit dem Handrücken berühren. Das Gefühl mit benachbarten Lagern vergleichen. Verwenden Sie immer den Handrücken – die Empfindlichkeit der Handfläche ist geringer.
Kalibrierungsleitfaden: Ein Lager mit einer Temperatur von 90–100 °F fühlt sich warm, aber angenehm an (Badewassertemperatur). Bei 120 °F ist es spürbar heiß und man zieht es innerhalb von 2 Sekunden weg. Ab 140 °F lässt es sich nicht mehr berühren – ab dieser Temperatur muss es sofort ausgetauscht werden.
Einschränkung: Kann nicht zwischen „warm“ (akzeptabel) und „Frühwarnung“ (30 °F über dem Ausgangswert) unterscheiden. Im Zweifelsfall ein Infrarot-Thermometer verwenden.
Wann testen?
Vorsaison: Lassen Sie die Ballenpresse 10 Minuten lang leer mit voller Zapfwellendrehzahl laufen und prüfen Sie anschließend alle zugänglichen Lagerstellen mit dem Infrarot-Thermometer. Dadurch ermitteln Sie die Ausgangstemperatur für jedes Lager zu Saisonbeginn.
50-Stunden-Intervall: Führen Sie im Rahmen der saisonalen Wartung einen erneuten Wärmetest an allen Hauptrollenlagern und den Lagern der Pickup-Welle durch. Vergleichen Sie die Ergebnisse mit den Ausgangswerten vor Saisonbeginn. Lager, deren Temperatur seit dem letzten Test um mehr als 15 °F (ca. 8 °C) gegenüber dem Ausgangswert gestiegen ist, weisen ein Problem auf.
Nach ungewöhnlichen Ereignissen: Immer wenn die Ballenpresse einer Überlastung ausgesetzt ist (schwerer Ballenstoß, Abscherbolzenversagen, plötzlicher Stopp), sollten die Lager auf beiden Seiten des Lastpfades innerhalb der nächsten 50 Ballen geprüft werden – Stoßbelastungen erzeugen Spitzenspannungen in den Lagerlaufbahnen, die zu Abplatzungen führen können.
Schmierstoffspezifikation und -intervall: Beides richtig machen
Schmierfett bildet die einzige Schmierschicht zwischen Wälzkörpern und Laufbahnoberflächen. Die Verwendung des falschen Fetts – inkompatibel mit der ursprünglichen Füllung, falsche Viskosität, falsche Additive – ist genauso schädlich wie gar keine Schmierung. Übermäßiges Einfetten (das Überdrücken von zu viel Fett über die Dichtfläche hinaus) ist eine der Hauptursachen für Lagerdichtungsschäden. Dadurch können Pflanzenreste von außen in das Lager eindringen, während die Dichtung nicht mehr richtig sitzt.
| Lagerposition |
Fettsorte |
NLGI-Grad |
Intervall |
Betrag pro Zerk |
| Hauptrollenlager |
Lithium-Komplex EP |
NLGI #2 |
Alle 25 Stunden |
2–3 Pumpen |
| Lager der Pickup-Welle |
Lithium-Komplex EP |
NLGI #2 |
Alle 8 Stunden |
2–3 Pumpen |
| Heckklappenscharnierbolzen |
Lithiumkomplex oder Molybdän-EP |
NLGI #2 |
Alle 25 Stunden |
2–4 Pumpen |
| Zapfwellen-Kreuzgelenke und -Träger |
Lithiumkomplex-EP (Auswaschung mit geringem Wassergehalt) |
NLGI #2 |
Alle 8 Stunden |
3–4 Pumpen |
| Lager für Leerlauf- und Spannwelle |
Lithium-Komplex EP |
NLGI #2 |
Alle 50 Stunden |
1–2 Pumpen |
Die Warnung vor Überfettung: Fett dringt in das Lager ein und muss bei zu starkem Pumpen durch die Dichtung austreten. Drückt sich Fett von innen an der Dichtung vorbei, drückt es die Dichtlippe nach außen und löst sie teilweise. Die Folge: Die Dichtung liegt nicht mehr vollständig an der Welle oder der Gehäusebohrung an, und Pflanzenstaub und Schmutz können von außen eindringen. Beenden Sie das Schmieren, sobald Sie einen deutlich erhöhten Pumpwiderstand spüren – dann ist das Lagergehäuse voll und das Fett beginnt, gegen die Dichtung zu drücken. 2–3 Pumpstöße sind für die meisten Ballenpressenlager ausreichend; pumpen Sie niemals mehr als 5 Mal in ein kleines Lager, ohne vorher anzuhalten und auf sichtbares Fett an der Dichtfläche zu prüfen.
Der Radialspieltest: Überprüfung des Lagerverschleißes von Hand
Die Radialspielprüfung ergänzt die Wärmeprüfung und wird insbesondere dann angewendet, wenn das Lager kühl ist oder die Wärmemessung nur eingeschränkt möglich ist. Sie misst das physikalische Spiel, das durch Verschleiß der Wälzkörper und Laufbahnen entsteht, und ist die zuverlässigste Methode, um Lager mit fortgeschrittenem Verschleiß zu erkennen, die jedoch noch keine signifikante Wärmeentwicklung aufweisen.
Radialspiel-Testverfahren
1
Stoppen Sie die Ballenpresse und schalten Sie die Zapfwelle vollständig aus. Warten Sie, bis die Rotation vollständig zum Stillstand gekommen ist. Der Test wird bei stillstehender Maschine durchgeführt.
2
An jeder Lagerposition ist das Wellenende zugänglich. Fassen Sie die Welle so nah wie möglich am Lagergehäuse an. Bei Rollenwellen bedeutet dies, bei abgenommenen Schutzvorrichtungen in die Maschine zu greifen – vergewissern Sie sich immer, dass die Maschine vollständig stillsteht, bevor Sie auf interne Bauteile zugreifen.
3
Radialkraft anwenden (senkrecht zur Wellenachse) und prüfen Sie auf Spiel. Versuchen Sie, die Welle auf und ab sowie seitlich zu bewegen. Bei einem neuen oder intakten Lager sollte sich die Welle fest anfühlen und kein spürbares Spiel aufweisen. Ein Spiel von 0,5 mm (ca. 1/64 Zoll) deutet auf beginnenden Verschleiß hin. Ein Spiel von 1 mm (1/32 Zoll) oder mehr signalisiert, dass das Lager ausgetauscht werden muss.
4
Prüfen Sie auch das axiale Spiel. (Schub- und Zugbewegung entlang der Wellenachse). Ein gewisses axiales Spiel ist bei den meisten landwirtschaftlichen Lagern normal und zu erwarten (typischerweise bis zu 0,5 mm). Ein axiales Spiel von mehr als 1 mm bei einem Lager mit Sicherungsring oder Sprengring deutet darauf hin, dass der Sicherungsring defekt ist oder das Lager so stark verschlissen ist, dass sich das Wälzkörper seitlich in der Laufbahn bewegt.
Identifizierung und Bestellung des richtigen Ersatzlagers
Die Wälzlager von Rundballenpressen für die Landwirtschaft entsprechen fast ausschließlich der Norm AFBMA/ISO – den gleichen Lagertypen, die auch in anderen Industriemaschinen zum Einsatz kommen. Die OEM-Teilenummer in der Ersatzteilliste der Ballenpresse verweist auf eine Standardlagernummer, die bei jedem Lagerhändler erhältlich ist, oft 30–50% günstiger als bei einer Bestellung über den Landmaschinenhändler und in gleicher Qualität.
Ablesen der Peilnummer
Die meisten landwirtschaftlichen Lager tragen eine auf dem Außenring eingeprägte Nummer. Gängige Formate: 6205 (Rillenkugellager, 25 mm Bohrung, 52 mm Außendurchmesser, 15 mm breit); 6305 (gleiche Bohrung, größerer Querschnitt); 30205 (Kegelrollenlager). Die erste(n) Ziffer(n) bezeichnen den Lagertyp; die letzten beiden Ziffern geben die Bohrung in mm an (bei Bohrung > Bohrungscode 04 mit 5 multiplizieren).
Notieren Sie die Lagernummern auf einem Etikett im Inneren der Wartungsklappe der Ballenpresse. Sie benötigen diese, um am Vorabend des Pressvorgangs um 7 Uhr morgens die Bestellung aufzugeben.
Abgedichtete vs. offene Lager
Die Rollenlager von Ballenpressen werden entweder als offen (Nachschmierung über Schmiernippel erforderlich) oder gekapselt (vorgeschmiert, kein Schmiernippel) ausgeführt. Offene Lager haben bei ordnungsgemäßer Schmierung eine längere Lebensdauer, erfordern jedoch Wartung; gekapselte Lager sind wartungsfrei, haben aber eine begrenzte Schmiermittellebensdauer. Beim Austausch eines offenen Lagers muss immer ein offenes Lager eingebaut werden – gekapselte Lager, die an einer für Schmiernippel vorgesehenen Position eingesetzt werden, lassen keine Schmierung zu und fallen vorzeitig aus, sobald das werkseitig eingefüllte Schmiermittel aufgebraucht ist.
Der vollständige Austauschplan für Verschleißteile – der auch Lager im Zusammenhang mit den anderen Verschleißteilen der Ballenpresse wie Riemen, Ketten und Zinken umfasst – sowie der Entscheidungsrahmen, wann der Austausch von Lagern im Vergleich zum Austausch der gesamten Wellenbaugruppe wirtschaftlicher ist, werden im Folgenden behandelt. Leitfaden für Verschleißteile von BallenpressenWenn ein Lagerschaden während des Pressvorgangs zu Betriebssymptomen führt – Wellengeräusche, Laufprobleme oder ungewöhnliche Ballenbildung –, liegt die Ursachenanalyse zur Identifizierung des spezifischen defekten Lagers im Leitfaden zur Fehlerbehebung bei BallenpressenDie Lagerspezifikationen für die Getriebeeingangs- und -ausgangswellenpositionen, die mit dem Nebenabtriebsstrang verbunden sind, finden Sie unter Spezifikationen für landwirtschaftliche Getriebe und Zapfwellenantriebskomponenten.
Einbau eines Ersatzlagers: Die vier Fehler, die seine Lebensdauer verkürzen
Ein falsch eingebautes Ersatzlager fällt bereits nach einem Bruchteil seiner Nennlebensdauer aus. Diese vier Einbaufehler sind für die Mehrzahl vorzeitiger Lagerausfälle bei Ersatzlagern verantwortlich.
Fehler 1: Hämmern des äußeren Rings
Beim Einpressen des Lagers in das Gehäuse durch Schlagen auf den Außenring wird die Kraft über die Wälzkörper übertragen, wodurch Brinell-Markierungen (Eindellungen) in der Laufbahn entstehen. Pressen Sie bei Gehäusepassungen immer den Außenring und bei Wellenpassungen immer den Innenring separat ein – treiben Sie niemals über die Wälzkörper.
Fehler 2: Kontaminierte Installation
Jeglicher Staub, Pflanzenreste oder Metallspäne, die während der Montage in das Lager gelangen, wirken sofort als Schleifmittel. Reinigen Sie den Wellensitz und die Gehäusebohrung vor der Montage mit Lösungsmittel und einem fusselfreien Tuch. Bewahren Sie das neue Lager bis zum Einbau in seiner Verpackung auf.
Fehler 3: Keine anfängliche Fettfüllung
Auch neue offene Lager sind nur minimal mit Korrosionsschutzöl befüllt – es dient nicht der Betriebsschmierung. Vor dem Einbau 2–3 Pumpstöße des geeigneten Fetts durch den Schmiernippel einspritzen oder, falls es sich um ein offenes Lager ohne Schmiernippel handelt, den Lagerraum manuell mit Fett füllen. Die ersten Betriebsminuten sind für einen optimalen Schmierfilm entscheidend.
Fehler 4: Keine erneute Überprüfung nach dem ersten Vorgang
Ein neues Lager auf einer Welle mit leichter Konizität oder Gratbildung durch die Verschleißnut des vorherigen Lagers kann sich während der ersten 50 Ballen im Betrieb leicht verschieben. Führen Sie nach den ersten 50 Ballen einen Wärmetest des neuen Lagers durch und ziehen Sie die Lagersicherung (Sicherungsring, Sprengring oder Stellschraube) nach, bevor die Maschine wieder voll in Betrieb genommen wird.
Häufig gestellte Fragen zu Wälzlagern
Meine Ballenpresse macht ein rhythmisches, klopfendes Geräusch, das beim Ballenpressen lauter wird. Welches Lagerproblem verursacht das?+
Ein rhythmischer, mit der Ballenrotation synchronisierter Knall (ein Knall pro Umdrehung, lauter werdend mit zunehmendem Ballengewicht) ist das typische Anzeichen für Abplatzungen an einem Hauptrollenlager. Die abplatzende Stelle an der Laufbahn erzeugt bei jedem Überlauf eines Wälzkörpers einen leichten Stoß. Mit steigendem Ballengewicht erhöht sich die Riemenspannung, um die gleiche Kompressionskraft aufrechtzuerhalten. Dadurch steigt die Lagerbelastung – und der Stoß wird proportional lauter. Die Frequenz des Knalls gibt Aufschluss über die Drehzahl der betroffenen Rolle und ermöglicht so die Eingrenzung der defekten Rolle. Lässt sich die Frequenz des Knalls mit der Drehzahl der Welle einer bestimmten Rolle vergleichen, ist das Lager identifiziert. Die Vorgehensweise zur Fehlersuche anhand von Geräuschen bei der Lageridentifizierung ist im Handbuch zur Fehlerbehebung der Ballenpresse beschrieben.
Kann ich Radlagerfett aus dem Automobilbereich für die Lager meiner Ballenpresse verwenden?+
Kfz-Radlagerfette sind typischerweise Lithium- oder Lithiumkomplexfette der NLGI-Klasse #2 und im Allgemeinen mit der Lithiumkomplex-EP-Spezifikation kompatibel, die in den meisten landwirtschaftlichen Lagern verwendet wird. Die Kompatibilität hängt von der Viskosität des Basisöls und den Additiven ab. Das Mischen inkompatibler Fette – beispielsweise eines mit Polyharnstoff verdickten Kfz-Fetts mit einem Lithiumkomplex-Fett für die Landwirtschaft – kann zu Wechselwirkungen der Verdickungsmittel führen und die Schmierfilmstärke verringern. Wenn Sie wissen, dass Ihre Ballenpresse mit Lithiumkomplexfett befüllt ist und das von Ihnen verwendete Kfz-Fett ebenfalls Lithiumkomplexfett ist (siehe Produktdatenblatt), können Sie es für ein einzelnes Wartungsintervall bedenkenlos verwenden. Spülen Sie das System beim nächsten Wartungsintervall mit einem einzigen, einheitlichen Produkt und füllen Sie es neu auf, um langfristige Mischeffekte zu vermeiden. Vermeiden Sie das Mischen von Fetten, es sei denn, Sie können die Verdickungsmittelkompatibilität anhand der Produktdatenblätter bestätigen.
Meine Ballenpresse stand drei Jahre lang eingelagert. Sollte ich vor der Benutzung alle Lager austauschen?+
Nach dreijähriger Lagerung sollten Sie nicht vorsorglich alle Lager ohne vorherige Inspektion austauschen – das wäre unnötige Kosten. Stattdessen sollten Sie vor Saisonbeginn eine gründliche Inspektion durchführen, die sich auf zwei lagerungsbedingte Probleme konzentriert: Korrosion und Schmierfettverschleiß. Prüfen Sie jedes Lager, indem Sie die Welle von Hand drehen – ein korrodiertes Lager fühlt sich rau an und kann einen hörbaren, schleifenden Widerstand aufweisen. Spülen Sie die Schmiernippel, indem Sie mehrmals frisches Fett einfüllen, um eventuell angesammeltes, verbrauchtes oder feuchtigkeitsbelastetes Fett zu verdrängen. Lassen Sie die Maschine anschließend 15 Minuten lang leer mit voller Zapfwellendrehzahl laufen und führen Sie den Wärmetest an allen Hauptlagern durch. Jedes Lager, das während dieses Leerlaufs heiß wird, muss sofort ausgetauscht werden. Ein Lager, das den Leerlauf-Wärmetest mit der Standardschwelle besteht, wird in der kommenden Saison wahrscheinlich nicht ausfallen, es sei denn, es wies bereits vor der Lagerung Verschleißerscheinungen auf.
Wie kann ich feststellen, auf welcher Seite einer Rollenwelle sich das defekte Lager befindet?+
Führen Sie eine Wärmeprüfung an beiden Lagerpositionen auf derselben Welle durch und vergleichen Sie die Temperaturen. Das defekte Lager wird deutlich heißer sein als sein Gegenstück am gegenüberliegenden Wellenende – oft 17–28 °C höher. Wenn beide Lager auf derselben Welle heiß laufen (die Temperaturdifferenz beträgt weniger als 5,5 °C), sind beide defekt. Dies liegt wahrscheinlich daran, dass die Welle selbst durch eine vorherige Überlastung leicht verbogen ist, wodurch beide Lager asymmetrisch belastet werden. In diesem Fall müssen beide Lager ausgetauscht und die Welle vor dem Wiedereinbau auf Geradheit geprüft werden, indem sie auf einer ebenen Fläche abgerollt wird. Eine Welle, die beim Abrollen wackelt, ist verbogen und wird die Ersatzlager weiterhin beschädigen, bis sie korrigiert ist.
Lohnt es sich, Premium-Markenlager anstelle von günstigen Ersatzteilen zu kaufen?+
Bei den Hauptrollenlagern für die Ballenformung – die die höchste Belastung tragen und deren Ausfall im Feld die gravierendsten Folgen hat – lohnt sich der höhere Preis von Premium-Markenlagern (SKF, FAG, NSK oder vergleichbare Tier-1-Hersteller). Diese Lager weisen engere Fertigungstoleranzen, höherwertigen Stahl und eine gleichmäßigere Wärmebehandlung als Billigimporte auf, was sich direkt in einer längeren Lebensdauer unter der zyklischen Belastung der Ballenformung niederschlägt. Für Positionen mit geringerer Belastung (Umlenkrollen, Heckklappenscharniere, Netzwickelgelenke) sind Billiglager von renommierten Händlern ausreichend, und der Preisunterschied bietet hier ein deutliches Einsparpotenzial. Faustregel: Investieren Sie in Qualität für die zwei oder drei am stärksten belasteten Positionen pro Welle; für alle anderen Positionen können Sie Billiglager verwenden.
Wie lange hält ein Rollenlager einer Rundballenpresse im Durchschnitt, bevor es ausgetauscht werden muss?+
Die Hauptrollenlager einer ordnungsgemäß gewarteten Rundballenpresse halten im typischen kommerziellen Heubetrieb in der Regel 5.000 bis 12.000 Ballen, bevor Anzeichen von Überhitzung auftreten, die auf einen bevorstehenden Austausch hinweisen. Unter optimalen Wartungsbedingungen (regelmäßige Schmierung, Verwendung des richtigen Fetts, Schutz vor Verunreinigungen) erreichen einige Lager sogar über 15.000 Ballen. Bei mangelhaften Bedingungen (versäumte Schmierintervalle, falsches Fett, Verunreinigungen durch eine defekte Dichtung) muss dasselbe Lager möglicherweise bereits nach 2.000 bis 3.000 Ballen ausgetauscht werden. Die Erfassung der Ballenanzahl und die Festlegung eines „Lageraustauschbudgets“ von ein bis zwei Hauptrollenlagern pro 5.000 Ballen ist ein praktischer Planungsrahmen für wartungsintensive kommerzielle Betriebe. Lager in den weniger belasteten Bereichen (Umlenkrollen, Aufnahmewelle) halten unter vergleichbaren Wartungsbedingungen in der Regel 50 bis 1000 Mal länger als die Hauptrollenlager.
Herausgeber: Cxm